|
авторский проект Напалкова Александра Валерьевича |




|
Оборудование и технология производства
кровельных саморезов, Пакет материалов – 21
файл…
Винт-конфирмат: Оборудование и технология производства,
Пакет материалов – 42 файла…
Оборудование
для высадки и накатки резьбы деталей
Атлас
конструкций холодновысадочного и резьбообразующего
инструмента.
Профиленакатные
станки моделей UPWS 16, UPWS 16-1, UPWS 25, UPWS 25-1 Инструкция по эксплуатации. – 149 с.
Как открыть
свой магазин по торговле крепежом Если Вы давно присматриваетесь к теме крепёжных изделий, и всё больше созреваете для открытия СВОЕГО небольшого (возможно пока!) магазина по торговле ими - то статья именно об этом. Читайте, если Вы ищите ответы на вопросы: с чего лучше начать этот бизнес, с какой суммы начинали другие, как развивались, к чему пришли, какие основные трудности в продаже, какие позиции наиболее ходовые, какие нет, насколько интересно это дело…
Атлас
конструкций холодновысадочного и резьбообразующего
инструмента. Инструмент для формообразования внутренней резьбы. – 33 листа.
Анализ
условий формирования производства автокомпонентов в
России На
карте России за последние годы появилось несколько десятков новых
предприятий, занятых сборкой автомобилей зарубежных марок по закупленным
технологиям и оборудовании. Их число, несомненно, будет расти. Но крупномодульная сборка — относительно несложный процесс,
не требующий серьезного инженерного обеспечения и не позволяющий сократить ни
технологическое отставание нашей промышленности, ни решить проблему занятости
населения…
Инженерные
программы бесплатно >> по фосфатированию металла под холодную высадку. – 4 с.
Одноударный
трехпозиционный высадочный автомат модели 13ВА-12. Паспорт. – 35 с.
Кроха В.А. Кривые упрочнения металлов при холодной
деформации. – М.: Машиностроение, 1968. – 131 с.
Крупнейшие
дилеры автокрепежа - прямые ссылки на сайты торговых представителей -
продавцов крепежных автодеталей…
Вопрос 125: Снова нужна Ваша помощь
в расчетах выпуска машиностроительного крепежа (болт и гайка обычного класса
прочности) и типом применяемого оборудования и технологической цепочке. - болт ГОСТ 7805 к.п.5.8 М16х70 без покрытия - гайка ГОСТ 5915 к.п. 5-6 М20 без покрытия Нас интересует следующая информация: - маршрут изготовления изделий - потери металла по переделам - волочение сортового проката: маршрут волочения или кратность
стана, расход смазки, расход волок - термообработка: режим термообработки - травление - высадка/накатка: тип оборудования (кол-во позиций/ударов),
расход смазки, расход СОЖ, стойкость и перечень используемого инструмента Возможно что то упустил, Вы как специалист может подскажите что
то еще.. Вопрос 123: Очень заинтересовала
Ваша техническая библиотека. Интересует вопрос редуцирования заготовки под шпильку с двух
сторон ГОСТ 22034 Где об этом можно прочесть? Вопрос 120: Хочу заняться производствам саморезов
в небольшом объеме. Подскажите пожалуйста по производству саморезов
а именно какие станки лучше выбрать и чьего производства? Процесс закалки саморезов (в некоторых
источниках вычитал что сталь 08, 10 не подлежит закалке) и какую выбрать
технологию закалки? Процесс чернения саморезов? И как
можно удешевить производство? Вопрос 119: Меня интересуют станки по производству саморезов. По
цене не выше 500 тыс. руб. Что Вы могли бы по рекомендовать? таблица Fiat-ВАЗ 10139 Гайки шестигранные с пояском для
законтривания …>> таблица Fiat-ВАЗ 10143 Гайки шестигранные с бобышками для
контактной сварки …>> таблица Fiat-ВАЗ 10139 Гайки шестигранные с пояском для
законтривания …>> Вопрос
64:
Хотел бы спросить Вас,
нет ли в Вашем распоряжении литературы по технологии резьбонакатки,
особенно саморезов? Нужны технологические расчеты.
Если нет, то, может быть, подскажете... Профиленакатные
станки моделей UPW 12,5 х 70, UPW 25 х 100 Руководство по обслуживанию. – 76 с.
|
ПРОИЗВОДСТВО
МЕТИЗОВ: ВЫГОДНО ЛИ ПОКУПАТЬ БУ
СТАНКИ? НАПАЛКОВ А.В., канд. техн. наук
И
так, Вы приняли смелое решение в наше время в России - самому производить
крепеж. Надо сразу четко понять: бОльшая часть
вложений - это вложения в станки.. Безусловно,
Вам хотелось бы максимально сократить затраты, и первая мысль - покупка
оборудования бывшее в употреблении... Выгодно
ли покупать б/у станки или купить новое современное высокоточное
оборудование? В новом
оборудовании есть ОГРОМНЫЙ ПЛЮС: 1.
Вы покупаете НОВОЕ, СОВРЕМЕННОЕ оборудование для производства конкретной
номенклатуры интересующих Вас деталей и с ПЕРСПЕКТИВОЙ производства ЕЩЕ ОЧЕНЬ
ШИРОКОЙ ГАММЫ других деталей! 11
координат-производителей и их представителей оборудования для
автоматизированного холодновысадочного производства активно работающих в
России… ПРИМЕРЫ Технико-коммерческие
предложения (ТКМ) на ряд моделей холодновысадочных и резьбонакатных автоматов
из Юго-восточной Азии: ТКМ
на станки для высадки и накатки кровельных саморезов
...>> ТКМ
на станки для высадки открытых вытяжных заклепок ...>> ТКМ
на станки для сборки элементов открытых вытяжных заклепок ...>> ТКМ
на станки для штамповки стальных гаечных вытяжных заклепок ...>> ТКМ
на станки для нарезки резьбы стальных гаечных вытяжных заклепок ...>> ТКМ
на станки для высадки конфирматов ...>> ТКМ
на станки для резьбонакатки конфирматов
...>> ТКМ
на станки для высадки шпилек и нарезки резьбы гаек ...>> ТКМ
на станки для холодной штамповки крупных гаек М16 - М24 ...>> ТКМ
на станки для холодной высадки болтов М10 - М30 ...>> Наибольший
ассортимент нового, современного оборудования, узкоспециальные и
широкоуниверсальные автоматы для производства холодной высадкой стандартных,
специальных или сверхсложных конструкций деталей на сегодняшний день
производится в Тайване. Оборудование европейских компаний, не секрет,
во-первых, дороже аналогичного оборудования из Тайваня, и ассортимент специального
оборудования менее разнообразен, тем не менее и в Европе, в частности в Бельгии,
Германии и Италии, считаю, компании смогут предложить интересующее Вас
оборудование в допустимых Вашим бюджетом рамках цен. В
помощь малым и средним предприятиям, которые проявляют интерес к метизному
производству представлены Каталоги
новых холодновысадочных, резьбонакатных и резьбонарезных автоматов из
Тайваня, Германии, Италии … При
приобретении оборудования бывшее в употреблении ОГРОМНЫЙ ПЛЮС - это ЦЕНА. Каталог оборудования для производства крепежных систем
популярное в XX веке в России и в других странах представлен на сайте ...>> Перечень часто востребованных б/у холодновысадочных и
холодноштамповочных автоматов (60 моделей) и их технические характеристики
представлен в РД
37.002.0208-90. Объемная штамповка крепежных деталей. Конструктивные и
технологические расчеты. - Горький, 1990. – 288 с. См. Приложение 5, 6.
Например, для высадки болтов безоблойной
штамповкой, винтов с круглой, потайной, полукруглой головкой, заготовок саморезов для ГКЛ, саморезов по
стандартам DIN, в т.ч. для производства
нержавеющего крепежа, возможно применение автоматов холодновысадочных двухударных А1216,
АА1219. Руководство по эксплуатации А1216, АА1219 00.000 РЭ. – 143 с.
Для накатки резьбы и профилей эффективно применение б/у профиленакатных автоматов серии UPW, UPWS (производство ГДР) Это, например: Профиленакатные
станки моделей UPW 12,5 х 70, UPW 25 х 100 Руководство по обслуживанию. – 76 с. Перед
покупкой и запуском б/у станка, чтобы исключить риск поломок и производства
заведомо бракованной продукции, следует: 1. Составить Дефектную ведомость по каждому узлу станка и
комплектность инструмента. 2. Провести проверку оборудования на ТОЧНОСТЬ в соответствии с
нормами и отработанными на практике методиками. Материалы по проверке точности холодновысадочного
оборудования...>> 3.
Идеально - провести контрольное испытание с изготовлением опытной партии
деталей. В
руководстве по эксплуатации РЭ-А1216-АА1219
на двухударные холодновысадочные автоматы. Описание
см. со стр. 63. и Пример: МИНИМАЛЬНЫЕ ПАРАМЕТРЫ ИСПЫТАНИЯ АВТОМАТА на
соответствие нормам точности см. табл. 16 стр. 88.
Если
покупать б/у автомат - Изготовление и весь комплект чертежей и
технологических переходов за Покупателем. Заказать
проектирование комплекта чертежей на интересующий Вас станок для производства
конкретного вида детали ...>> Для
проектирования инструмента необходимо: а)
чертеж, эскиз с техническими требованиями (материал, размеры, допуски на
размеры) Чертежи оформляются по
ЕСКД ГОСТ 2.001-93 ПРИМЕРЫ содержания пакета чертежей холодновысадочного
инструмента, технологических схем наладок, на сегодня включает 13 изданий под общим названием Атлас конструкций холодновысадочного и резьбообразующего инструмента: http://navtech2.webservis.ru/TechnBooks/mylib/atlas-853063.htm http://navtech2.webservis.ru/TechnBooks/mylib/atlas-2110-1206058.htm http://navtech2.webservis.ru//TechnBooks/mylib/atlas-1118-3913216.htm http://navtech2.webservis.ru//TechnBooks/mylib/atlas-1118-3913217.htm http://navtech2.webservis.ru//TechnBooks/mylib/atlas-bolttools.htm http://navtech2.webservis.ru/TechnBooks/mylib/atlas-bolttools2.htm http://navtech2.webservis.ru/TechnBooks/mylib/atlas-bolttools3.htm
http://navtech2.webservis.ru/TechnBooks/mylib/atlas-nuttools.htm
http://navtech2.webservis.ru/TechnBooks/mylib/atlas-nuttools2.htm
http://navtech2.webservis.ru/TechnBooks/mylib/atlas-nuttools3.htm
http://navtech2.webservis.ru/TechnBooks/mylib/atlas-nuttools4.htm
http://navtech2.webservis.ru/TechnBooks/mylib/atlas-threadroll.htm http://navtech2.webservis.ru/TechnBooks/mylib/atlas-tap.htm Уверен,
б/у оборудование лучше купить в С.Ш.А. чем "раздолбанное"
в России. Возможно, б/у оборудование для изготовления
Ваших деталей сможет предложить компания, офис которой находится в
Соединенных штатах. Координаты
...>> Неполный перечень «Как нового» оборудования
из С.Ш.А. включает следующие разделы: DOUBLE STROKE
SINGLE DIE COLD HEADERS
7/64” x 15/16” Ayase Seiki AS-OH, 300ppm, Re: 7103 1/8” x 1/8” x 25/32” еще...>> DOUBLE STROKE OPEN DIE COLD HEADERS
3/8” x 3/8” x 3/8” x 15-3/4” Toko Model TL-300 open die, 40ppm, Re: 7389 еще...>> SEMI/FULL TUBULAR RIVET HEADERS 5/16” X 2-3/8” Carlo
Salvi 246/TR, 1988, 250ppm, die relief, Re:
6601 7/8” x BALL/SLUG HEADERS 5/16” SHANK SLOTTERS
3/8” Fastener
Engineers Model 476 High Speed Shank Slotter,
built 1980, 400ppm, vibratory feeder, variable speed drive, Re: 7213 HEAD SLOTTERS
5/16” x 2-1/2” Warren
WS-1000, 600ppm, vibratory feeder, Re: 7716 COLD
NUT FORMERS
1/4” National
cold nut former, 150ppm, 1/2” A/F, Re: 7427 1/4” National
S2 Hi-Speed Nut Former, Bushing cutoff, Re: 5582 5/16” National
S2 Hi-Speed, built 1977, 200ppm, Monitor, Re: 7359 еще...>> HOT NUT FORMERS 1-1/2” Hatebur Model AMP-20 Hot former, 180ppm,
1979, Re: 5467 Nedschroef MW-32, 1980s, Solid state heater, bar rack, 180ppm 32mm across flats, 36mmround products, 26mm stockdia. Re: 7713 Nedschroef MW-48, 1990s, Solid state heater, bar rack, 150ppm, 48mm across flats, 53mm max. diameter products., Re:
7714 еще...>> NUT TAPPERS 1/4” Shimazu Super 2, Dual Spindle Tapper, 1980,
230ppm, Re: 7036 5/16” Nutap Model MAS-8, Dual Spindle Tapper,
Re: 7608 3/8” Shimazu Super еще...>> BOLTMAKERS ( 3 & 4 Die
w/pointer & threading)
1/4” x 1-1/4” National
4L4, 4-Die, PKO, 1980s, 300ppm, Re: 7696 5/16” Nedschroef BS-2,
4-Die, PKO, 330ppm, 1978, Re: 7437/38 (2) 5/16” x 3-1/8” National
S3, 4-Die, IFO, 1980s, 130ppm, Re: 7721 еще...>> BOLT
TRIMMERS
3/8” x 3-1/2” 1/2” x 4-3/4” Sacma ST-3 Trimmer, 120ppm, Re: 4663 7/8” Yoshihara
Model YT-7, trimmer w/hopper, Re: 5702 еще...>> POINT FORMERS 3/16” Nakshimada NF-40, 1982, 400ppm, 30mm shank, Re:
7297 5/16” x 3/8” x 3-1/8” Saspi MPA-100, 120ppm, 4kw, Re: 7717 еще...>> PROGESSIVE HEADERS AND TRANSFER HEADERS 2-DIE
2-BLOW
3/16” x 3/16” x 1/4” x еще...>> 2-DIE
3-BLOW
5/32” x 1/4” Nakashimada PF-630
2Die 3Blow, 180ppm, 1977, Re: 7300 5/16” x еще...>> 2-DIE 4-BLOW 3/16” x 1-1/2” 1/4” x 1-3/4” 1/2” x 3-3/4” еще...>> PROGRESSIVE
HEADERS (3-Die, 4-Die & 5-Die)
1/8” Jyoto MF-4, 4-Die, 1985, PKO, Bushing
cutoff, Re: 7294 1/4” x 2-3/8” Malmedie QPB-41, 4-Die PKO, 150ppm, Re: 7195 1/4” x 1-9/16” Sakamura PSG-250, 5die, PKO, bushing, 90ppm,
Re:7454 еще...>> PROGRESSIVE HEADER PACKAGE (Designed like Hatebur BKA
models) 5/16” Model
PAM-8, 4-Die, PKO, IFO, 1990, Re: 7409 (2) Available 3/8” Model PAM-10, 4-Die, PKO, IFO, 1990,
Re: 7410 9/16” Model
PAM-12, 4-Die, PKO, IFO, 1989, 170ppm, Re: 7411 еще...>> PARTSFORMERS
( 5 & 6-Die)
3/8” x 1-3/4” Jern Yao JNP-10B6S, 6Die, 150ppm, 2006, Re: 7421 9/16” x 2 National
Model 500 6-Station 5-Die Partsformer,
Universal transfer, 125ppm, PKO, IFO, Re:
6874 5/8” National
625S3, 6Die, 1990, Universal transfer, IFO, Re:7619 еще...>> THREADROLLERS ( Incline Flat Die, Cylindrical, Rotary,)
3/32” Waterbury #00, Hand Feed Flat Die, 60ppm,
vibe bowl, Re:7380
3/16” Hartford A-190 Flat Die, 175ppm, (3) three available, Re:7245
3/16” x 2-1/2” еще...>> STRAIGHT
& CUT LINES
1/8” x 5/16” Koch
Model RV235000, 1980s, 3mm – 8mm, Re: 7068 5/16” x еще...>> UPSETTERS 250ton Smeral Model LKL 250-A, vertical upsetter (Like Eumoco) 220mm upsetting stroke, 63spm, 95mm grip, Excellent,
Re: 7262 еще...>> BAR STRAIGHTENER & BAR PEELERS
2-9/16” Kieserling Model
WRPTN-65 Bar Peeler, 1970, Re: 7158 еще...>> Основные нюансы при
обслуживании оборудования и слабые «узкие» места 1.
Грамотный квалифицированный наладчик (см. статью Как «вырастить»
оператора холодновысадочных автоматов?) 2.
Резьбонакатной (резьбонарезной, фаскосъемный)
инструмент, рекомендуется регулярная смена, что позволит исключить брак и
заклинивание оборудования. Примеры чертежей Резьбонакатной
инструмент…>> и Резьбонарезной
инструмент…>> 3.
Измерительный инструмент (резьбовые кольца, скобы) для технологического и
окончательного контроля, требует периодической поверки (рекомендую прочитать
статью Технический
контроль качества автонормалей у производителя,
дилера и потребителя.) Примеры
измерительного инструмента: СТП
107.3.18-81 Калибры-пробки гладкие диаметром от 1 до 3 мм. Конструкция и
размеры. СТП
107.3.19-81 Калибры-пробки гладкие диаметром от 3 до 50 мм. Конструкция и
размеры. СТП
107.3.16-81 Скобы листовые для диаметров от 1 до 10 мм. Конструкция и
размеры. СТП
107.3.17-81 Скобы листовые для диаметров от 10 до 100 мм. Конструкция и
размеры. 4.
Зап. части к оборудованию (обеспечение и своевременная замена). 5.
Обеспечение регулярных поставок специального технического и технологического
масла, фильтров (расходных материалов) По обслуживанию. Поэтому
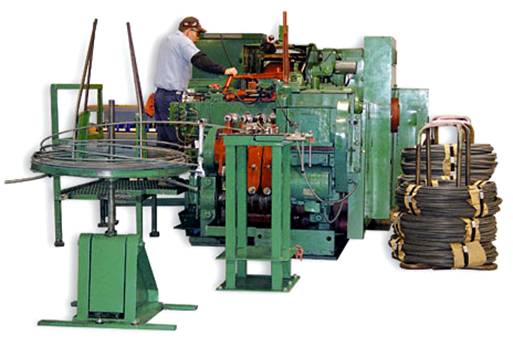
необходимо обратить внимание на комплектацию линии конвейерными устройствами
(элеваторными конвейерами), которые связывают два оборудования и образуют
единую линию, полностью работающую в автоматическом режиме. Таким
образом,
качество метизов в полной мере зависит от организации производства, в т.ч.
технического состояния оборудования, технологической точности оборудования,
инструмента, квалификации наладчика (прессовщика, термиста, др.
специалистов), соответствия техническим требованиям деформируемого металла,
соблюдения технологической дисциплины. Соблюдая эти достаточно простые истины
производство метизов будет на самом высоком уровне качества! Ответы на вопросы, связанные с
оборудованием и технологией производства при организации холодновысадочного
производства наиболее востребованных на рынке крепежных систем, подробно
описаны в материалах: Самонарезающие
и самосверлящие винты: Оборудование
и технология производства Оборудование
и технология производства вытяжных заклепок Оборудование
и технология производства гвоздь-шурупа
для дюбель-гвоздя Винт-конфирмат: Оборудование и технология
производства Оборудование
и технология производства анкерных болтов и шестигранных гаек Нержавеющие
саморезы DIN 7981.
Оборудование и технология производства Основы технологии
автоматизированного холодновысадочного производства крепежных деталей, схемах
деформации, оборудовании и инструменте представлено в работах: Machinefabriek Herentals n.v. NEDSCHROEF© Belgium – 23 c 13.
Писаревский М.И. Накатывание точных резьб и шлицев. М., Л.: Машгиз,
1963. – 180 с. Базовые подходы к созданию современного производства крепежных
систем представлены в материалах: Организация производства
самонарезающих, самосверлящих винтов, где представлена структура себестоимости
производства, статьи затрат на организацию производства, состав оборудования,
ответы на вопросы по сырью, инструменту, рентабельности и окупаемости
производства…>> Малое предприятие по производству вытяжной
заклепки, где
подробно описана технология и необходимое оборудование для изготовления заклепки односторонней постановки и
безударной клепки (вытяжной заклепки), указаны модели и технические
характеристики высадочного, сборочного оборудования, ответы на вопросы по
сырью для изготовления пустотелой заклепки и установочного стержня,
представлен перечень нормативной документации (стандарты) на вытяжные
заклепки…>> Производство
гаек, где представлено подробное описание и особенности технологии производства гаек за
5-ть и 6-ть позиций, популярные марки сталей, требования к подготовке
металла, включая требования к макро- и микроструктуре, оборудование для
подготовки металла, указаны модели и технические характеристики оборудования
для холодной штамповки гаек, модели и технические характеристики оборудования
для нарезания внутренней резьбы, указаны особенности термической обработки
для производства высокопрочных гаек, необходимый технологический инструмент,
описаны подходы к решению вопросов рентабельности и окупаемости нового
производства...>> Май 2016 |
Нержавеющие саморезы
DIN 7981: Оборудование и технология производства, Пакет материалов – 33
файла…
Оборудование и технология. Накатывание
резьбы на арматурные стержни. Пакет материалов – 15 файлов…
Производство Т-Болтов и Т-Гаек.
Оборудование и технология. Пакет материалов – 26 файлов…
Оборудование и технология производства
вытяжных заклепок, Пакет материалов – 37 файлов…
Оборудование
для высадки и накатки резьбы деталей
Расчет
потерь при подготовке металла и производстве деталей
Атлас
схем и типовых конструкций штампов. Объемная штамповка. В.А. Бабенко, В.В. Бойцов, Ю.П. Волик. – М.: Машиностроение, 1982. – 104 с., ил.
Альбом
конструкций универсальных штампов. Разделительные и формообразующие операции – 107 с.
Практическое руководство по проверке расчета пружин при изготовлении. Н. Новгород, 1951. – 39 с.
СТП 107.3.19-81
Калибры-пробки гладкие диаметром от 3 до 50 мм. Конструкция и размеры. 1981. – 36 с.
СТП
107.3.17-81 Скобы листовые для диаметров от 10 до 100 мм. Конструкция и размеры.
1981. – 30 с.
Справочник. Под ред. д-ра техн. наук проф. Г.А. Навроцкого. М., Машиностроение, 1973 – 496 с.
Вопрос
23: Есть ли у Вас перечень фирм, занимающиеся
производством строительного крепежа? Технологические
расчеты упругих элементов.
Вопрос 124: Наше предприятие
рассматривает вопрос по расширению производства, создания производства
крепежа на свободных площадях. Есть образцы продукции, которую готов закупать
заказчик. Необходима консультация по технологии изготовления и подбору
оборудования. В
приложении эскиз (ось, общая длина 190 мм, с винтовым профилем с одной
стороны на длине 55 мм). Исходное сырье: проволока 7 мм. Сталь 3-5.
Потребность в месяц 500000 шт. Вопрос
68:
Если Вы имеете контакт с фирмой YUTA Прошу выслать каталог с прайсом.
|
||































Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |

|
|

|
При использовании
материалов сайта обязательна ссылка на сайт и автора
следующим образом: |